Конструктор уроків
- Всеосвіта›
- Бібліотека уроків›
- Професійна освіта›
- Лекція 16. Тема 6.2. « Виробництво труб безперервним пічним зварюванням »

Урок:
Лекція 16. Тема 6.2. « Виробництво труб безперервним пічним зварюванням »

31.03.2021
Вміст уроку:
1
1
Лекція 16.
Тема 6.2. « Виробництво труб безперервним пічним зварюванням »

Пічним зварюванням виготовляють водо- і газопровідні труби діаметром 13,5- 114 мм з товщиною стінки 2-4 мм.
Процес формовки і зварювання штрипсу в трубу на безперервних станах пічного зварювання здійснюється валками. Схема формовки штрипса в трубу показана на рисунку 1.
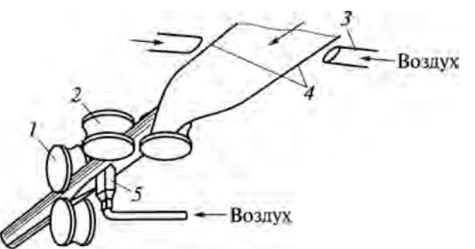
Рисунок 1.Схема формовки штрипсу в трубу при безперервному пічному зварюванню: 1- штрипс; 2- первинне обдування кромок повітрям; 3- вертикальні формуючі валки; 4- горизонтальні зварні валки; 5- вторинне обдування кромок повітрям.
Деформація ( звертання) штрипсу починається на деякій відстані від формуючих валків – це поза контактна деформація згинання. Протяжність поза контактної деформації залежить від ширини штрипсу , з збільшенням ширини штрипсу вона збільшується. Друга дільниця деформації – це контактна деформація згинання. В цій зоні звертання штрипсу продовжується в формуючих валках. Однак калібр цих валків заповнюється не повністю. Кут обхвату штрипсу приблизно дорівнює 220-2700 . Між кромками штрипсу залишається зазор , який дорівнює приблизно 0,7 від діаметру калібру. В другій парі валків ( зварювальних) продовжується звертання штрипсу до стиснення його кромок , зменшення діаметра труби (редуцирування) для створення необхідного тиску на кромках і зварювання.
Загальна схема технологічного процесу безперервного пічного зварювання зображена на рисунку 2.
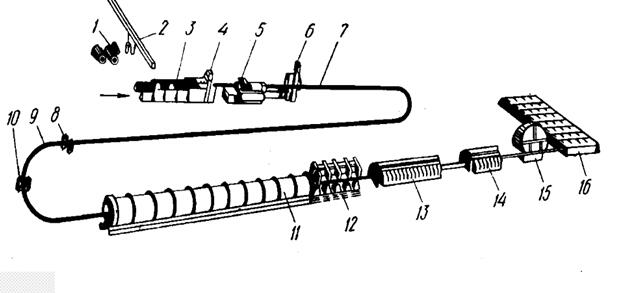
Рисунок 2. Схема технологічного процесу безперервного пічного зварювання .
Гарячекатаний штрипс в рулонах 1 за допомогою консольно-обертального крану 2 встановлюють на розмотуватель 3.
З розмотувателю штрипс поступає для правки на роликову правильну машину 4. Кожний наступний рулон зварюють з кінцем попереднього рулону ( перед зварюванням кінці рулонів обрізають на ножицях 5) на стикозварювальній машині 6.
Для забезпечення безперервного процесу зварювання труб під час зварювання кінців штрипсу створюють петлю 7 між тягнучими роликами, які встановлені за зварювальною машиною і петле утворювачем. За цим петле утворювачем утворюється друга петля , розмір якої залишається весь час постійним завдяки регулятору 10. Цим утворюється постійний натяг штрипсу при нагріванні його в печі 11 тунельного типу.
Після нагрівання здійснюють формовку і зварювання кромок штрипсу на формувально- зварювальному стані 12 , який складається з 6-12 клітей з вертикальними і горизонтальними валками.
Виходячи з формувально-зварювального стану , труба поступає на редукційний стан 13. В залежності від сортаменту прокатуємих труб стан складається з 10-14 клітей : 5-7 горизонтальних і 5-7 вертикальних.
Редукційний стан дозволяє використовувати штрипс однієї ширини і з нього отримувати труби різного діаметру. Обтискання труби по діаметру в кожній кліті 5-10 %.
Згодом на калібрувальному стані 14 здійснюють калібрування труби по зовнішньому діаметру. Калібрувальний стан складається з трьох клітей: дві крайні – горизонтальні, а середня – вертикальна.
Кліті формувально-зварювального, редукційного і калібрувального станів уніфіковані.
Труби нарізають на частини летучою пилою 15 і вони поступають на охолоджувальний стіл 16.
Після повного охолодження на холодильнику труби спеціальним розподільчим пристроєм подають до станів холодної правки , далі – на обробку торців, гідровипробовування, нарізку кінців, монтаж муфт, фарбування або оцинковку.
І так , пічна обробка –ЦЕ :
У цій технології використовуються спеціальна заготовка для зварних труб - штрипс. Так називають сталеві смуги, з яких виготовляється кінцева продукція.
Її створення відбувається наступним чином:
1. Штрипс надходить в піч тунельного типу і набирає там температуру близько 1300 ° C;
2. Відразу після виходу з печі бічні частини штріпсу обдуваются повітрям, завдяки чому вони прогріваються до 1400 ° C і очищаються від окалини, що підвищує якість майбутнього шва;
3. Далі, заготовка пропускається через формовочно-зварювальний стан. Він надає заготівлі потрібну форму;
4. Відбувається повторне обдування повітрям, після чого проводиться зварювання кромок штрипсу під дією високої температури і тиску;
5. Заключним етапом роботи є повторне протягування вирібу крізь піч і формувальні валики. Це робить отриманий шов більш міцним.
Контрольні питання.
1.В чому суть пічного зварювання ?
2.Яку продукцію виготовляють пічним зварюванням ?
3.Що таке поза контактна деформація згинання ?
4.Що таке контактна деформація згинання ?
5.З якою метою створюється петля між тягнучими роликами ?
6.Для чого призначений формувально- зварювальний стан ?
7. Назвіть основні етапи технологічного процесу пічного зварювання труб.
.png)
Рефлексія від 3 учнів
Сподобався:
0
Так: 3
Ні: 0
Зрозумілий:
0
Так: 3
Ні: 0
Потрібні роз'яснення:
0
Ні: 3
Так: 0