Конструктор уроків
- Всеосвіта›
- Бібліотека уроків›
- Професійна освіта›
- Лекція 12. Тема 2.2 Елементи калібру.

Урок:
Лекція 12. Тема 2.2 Елементи калібру.

15.10.2021
Вміст уроку:
1
2
1
Лекція 12.
Тема 2.2 Елементи калібру.
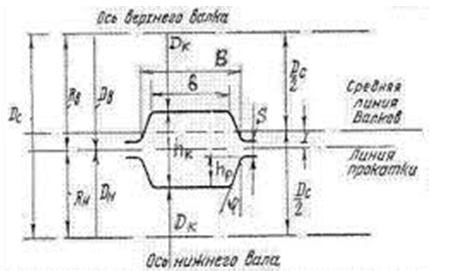
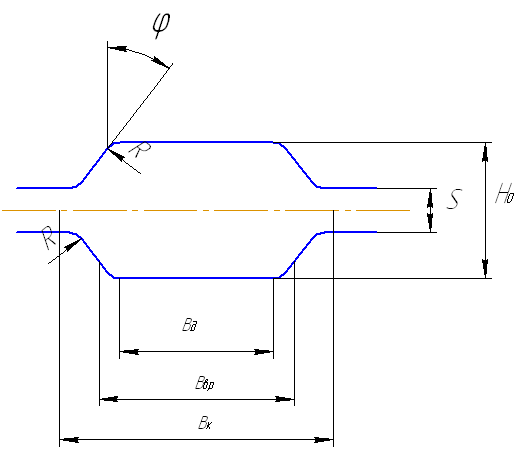
Рисунок 1. Елементи прямокутного калібру.
Випуском називають величину нахилу бічних стінок калібру φ.
Випуск виходить при графічній побудові калібру і може коливатися в межах 5-20% для звичайних калібрів і 30-40% з великою глибиною врізу. Випуск калібру полегшує вхід смуги у валки і вихід з них. Із збільшенням випуску величина переточування валків по діаметру зменшується.
На кресленнях калібрів указують лише діаметр бочки валків і розміри буртів і калібрів. 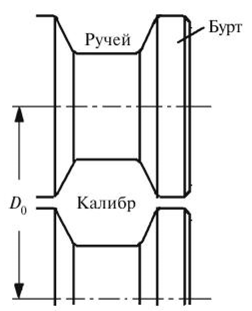
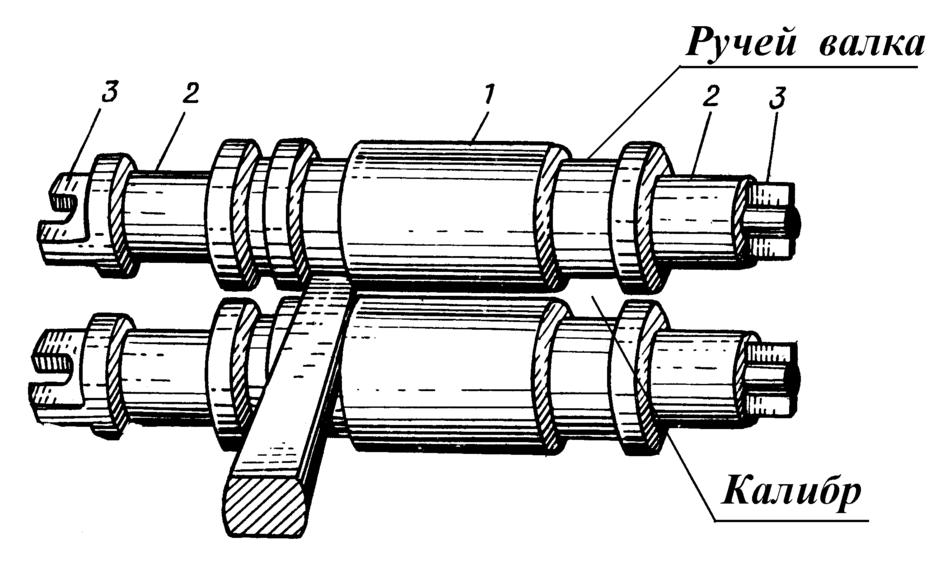
Бурти призначені :
для розділення калібрів у разі прокатки простих профілів;
для сприйняття осьових зусиль;
у разі прокатки складних фасонних профілів;
для розміщення вживаної арматури.
Ширина буртів може бути різна, але оскільки вона пов'язана з довжиною бочки валків, її прагнуть робити як можливо менше, при цьому потрібно враховувати те , що бурти сприймають бічне зусилля прокатки і при недостатній міцності можуть зламатися. Ширина бурту тим менше ніж менше його висота.
Щілина між буртами є зазором між валками. Висота кожного калібру складається з глибини врізів у верхньому і нижньому валках і величини зазору між ними. Зазор між валками повинен бути більше загальної пружної деформації кліті і допустимого зносу калібру. Загальна пружна деформація кліті рівна сумі пружних деформацій всіх її деталей (валків, підшипників, подушок і натискних пристроїв). Практика показує, що деформація валків одночасно з підшипниками досягає 80% від загальної пружної деформації кліті. Пружну деформацію кліті стану слід враховувати при конструюванні чистового калібру.
 Заокруглення в калібрі дозволяють запобігти охолодженню кутів прокатаного профілю, утворення простору при розширенні металу в наступному калібрі по ходу прокатки і усунути явище зрізу або зминання поверхні профілю при бічному обтиску в фасонному калібрі. Заокруглення в калібрі дають можливість запобігти утворенню “зазорів” при неточній задачі заготовки в калібр, а також зробити пологими бічні стінки заусенців у разі переповнення калібрів.
Заокруглення в калібрі дозволяють запобігти охолодженню кутів прокатаного профілю, утворення простору при розширенні металу в наступному калібрі по ходу прокатки і усунути явище зрізу або зминання поверхні профілю при бічному обтиску в фасонному калібрі. Заокруглення в калібрі дають можливість запобігти утворенню “зазорів” при неточній задачі заготовки в калібр, а також зробити пологими бічні стінки заусенців у разі переповнення калібрів.
Радіуси заокруглення вибирають залежно від розмірів і форми калібрів.
Приклад: для прямокутного калібру
за буртами - r = (0,1-0,15)h (мм)
по дну - R = (0,8-0,1) в (мм).
Розміри і допуски калібру
Розміри і допуски калібру дещо відрізняються від розмірів і допусків прокатаного профілю, це пояснюється різними коефіцієнтами температурного розширення металів і сплавів при нагріванні.
Розміри калібрів під час прокатки збільшуються, що обумовлено їх виробленням. Досягши розмірів, рівних номінальним плюс допуск, калібр стає непридатним для подальшої роботи, і його замінюють новим. Тому, чим більше допуск на розміри профілю, тим більше термін служби калібрів, а отже, і продуктивність станів, але це веде до зайвої витрати металу.
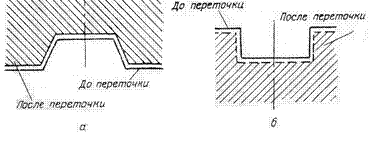
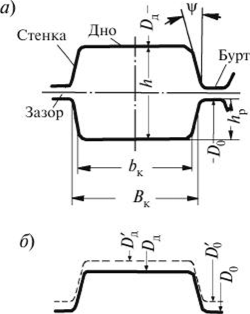
Рисунок . Зміна розмірів калібру при переточуванні : а – при наявності випуску; б – без випуску.
Тиск на валки.
Для досягнення високої міцності і безпечної роботи на стані дуже важливо забезпечити прямолінійний вихід смуги з валків. Проте, прокатні валки прагнуть захопити за собою смугу, внаслідок чого вона згинається, а іноді і оковує вал. Щоб запобігти цьому явищу, застосовують вивідні проводки, які залежно від умов прокатки встановлюють на нижньому або на верхньому валках, а іноді одночасно на обох валках.
Для забезпечення прямолінійного виходу смуги з валків, здавалося б, природним виготовляти їх однакового діаметра. Проте практика показує, що завжди можуть з'явитися випадкові причини (нерівномірний нагрів або охолоджування, нерівномірне вироблення ручаїв, різні умови тертя і т. д.), які в одному випадку згинатимуть смугу на нижній, а в іншому – на верхній валок. В яку сторону згинатиметься смуга, наперед важко сказати. Щоб попередити випадкові відхилення смуги, збільшують один з діаметрів валків і тим самим відповідають умові, при яких смуга завжди відхиляється в одну і ту ж сторону – у бік валка з меншим діаметром.
Різницю діаметрів валків, виражену в міліметрах називають тиском валків.
Розрізняють прокатку з нижнім тиском, коли діаметр нижнього валка більше діаметра верхнього, і з верхнім тиском, коли діаметр верхнього валка більше діаметра нижнього.
Прокатка у валках різного діаметра пов'язана з явищем так званого секундного розтягування металу, тобто різницею швидкостей. Через сплошності смуга виходить з валків з якоюсь середньою швидкістю. В результаті вирівнювання швидкостей в металі з'являються додаткові внутрішні напруги. На практиці рекомендується приймати наступні величини тиску: нижній - для блюмінга і слябінга -10-15 мм; верхній - для крупно-, средне-, і дрібно сортних станів - менше 10, 8, 3 мм.
Контрольні питання.
1.Назвіть єлементи калібру.
2.Що називають випуском калібру?
3.Від яких факторів залежить зазор між валками?
4.Призначення заокруглень в калібрі.
5.Чим відрізняються розміри готового прокату від розмірів калібру?
6. Як ви розумієте термін «тиск валків»?
2
.png)
Рефлексія від 5 учнів
Сподобався:
0
Так: 5
Ні: 0
Зрозумілий:
0
Так: 5
Ні: 0
Потрібні роз'яснення:
0
Ні: 5
Так: 0