Конструктор уроків
- Всеосвіта›
- Бібліотека уроків›
- Професійна освіта›
- Лекція 11. Тема 2.7. Аналіз операцій листового штампування. Загальна характеристика. Гнуття.

Урок:
Лекція 11. Тема 2.7. Аналіз операцій листового штампування. Загальна характеристика. Гнуття.

12.04.2021
Вміст уроку:
1
1
Лекція 11.
Тема 2.7. Аналіз операцій листового штампування. Загальна характеристика. Гнуття.
Суть процесу гнуття в штампах полягає в тому , що заготовка ( плоска або зігнута ) під тиском робочих частин штампу згинається та приймає їх форму. Гнуття є формозмінною операцією при якій змінюється направлення вісі заготовки. Гнуття листового матеріалу здійснюється в результаті пружньо-пластичної деформації , яка протікає по-різному з кожної із сторін заготовки. Деформація заготовки при гнутті відбувається в зоні згину. Переріз заготовки в зоні деформації ( при гнутті ) спотворюється.
Основними параметрами процесу гнуття , які враховують при проектуванні технологічного процесу вважають :
внутрішній радіус гнуття ;
положення нейтрального прошарку ;
пружиніння ;
зусилля гнуття ;
розташування площини гнуття відносно волокон матеріалу .
Мінімальне значення внутрішнього радіусу гнуття r залежить від пластичності матеріалу і встановлюється шляхом досліду за гранично допустимими деформаціями волокон розтягнутого шару при умові відсутності тріщин.
Шари металу всередині кута вигину стискаються та укорочуються в прокольному та розтягуються в поперековому напрямку. Зовнішні шари ( зі сторони матриці) розтягуються та подовжуються в повздовжньому і стискаються в поперековому напрямку. Між подовженими та скороченими шарами ( волокнами ) знаходиться нейтральний прошарок , довжина якого дорівнює початковій довжині заготовки.
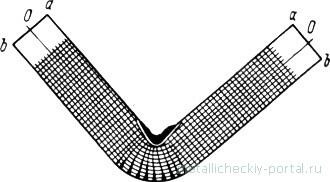
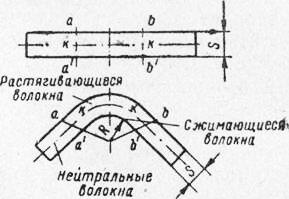
Рисунок 1.Розташування волокон металу при гнутті.
В результаті потоншення матеріалу та спотворення форми поперекового перерізу , нейтральний прошарок в місці згинання , не проходить посередині перерізу , а зміщується в сторону меншого радіусу. Вважають , що чим менше r \ s , тим більше це зміщення.
При r \ s > 5 зміщенням нехтують і вважають ,що нейтральний прошарок співпадає з середньою лінією.
Пластична деформація при гнутті супроводжується пружньою деформацією , тому форма деталі при гнутті не відповідає формі штампу. Ця невідповідність називається пружинінням і її враховують при проектуванні штампів. Пружиніння залежить від :
механічних властивостей матеріалу ;
товщини матеріалу ;
радіуса гнуття ;
форми деталі ;
типу штампу .
Величина пружиніння оцінюється кутом пружиніння – різницею між кутом деталі після гнуття та кутом гнуттєвого пуансону.
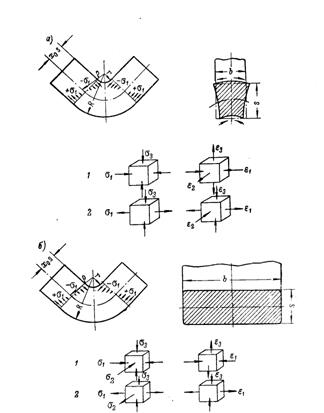
Рисунок 2.Схеми напруженого і деформованого стану при гнутті вузьких та широких штаб:1 - внутрішня стиснута частина, 2- зовнішня розтягнута частина.
Якщо ширина заготовки значна (В>5S), то деформація в напрямку ширини утруднена і утворюється плоско деформований і об'ємний напружений стан. Якщо В<3 S, то заготовка може вільно деформуватися в напрямку ширини і утворюється плоско напружений і об'ємний деформований стан.
В результаті дії радіальних стискаючих напружень заготовка при гнутті потоншується, а нейтральний прошарок напружень переміщується в сторону стиснутих(внутрішніх)волокон. В наслідок цього спочатку стиснуті шари металу при зменшенні радіусу кривизни з r1 до r2 потрапляють в зону розтягу, і можливо знайти шар у якого деформація початкового стиснення буде рівною деформації наступного розтягу так, що довжина цього шару виявиться рівною його вихідної довжини. Цей шар називається нейтральним, по ньому розраховують довжину вихідної заготовки.
Контрольні запитання.
1.У чому суть гнуття?
2.Яка деформація відбувається при гнутті?
3.Поясніть як виникає нейтральний прошарок.
4.Поясніть де саме розташований нейтральний прошарок.
5.Дайте визначення процесу пружиніння.
6.Як визначають довжину заготовки при гнутті?
.png)
Рефлексія від 5 учнів
Сподобався:
0
Так: 5
Ні: 0
Зрозумілий:
0
Так: 5
Ні: 0
Потрібні роз'яснення:
0
Ні: 5
Так: 0