

Класифікація та нумерація металорізальних верстатів
Металорізальний верстат — це технологічна машина, призначена для формоутворення деталей обробкою різанням [8].
Металорізальні верстати класифікують за технологічним способом обробки, ступенем універсальності, точністю.
Залежно від технологічного способу обробки металорізальні верстати прийнято поділяти на дев'ять груп.
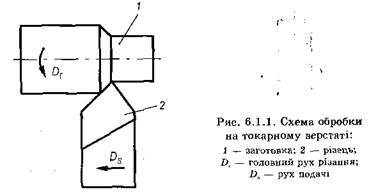
До першої групи належать токарні верстати. На токарному верстаті заготовку 1 (рис. 6.1.1) обробляють різцем 2, рідше свердлом, зенкером, розверткою, мітчиком, плашкою тощо.
Характерною особливістю верстата є обертання заготовки довкола своєї осі (головний рух різання Д) та переміщення інструмента (рух подачі Д) паралельно до осі обертання заготовки під час обробки циліндричної поверхні, перпендикулярно до осі обертання заготовки під час обробки плоскої поверхні або під кутом до осі обертання заготовки під час обробки конічної поверхні. Якщо рухи поздовжньої та поперечної подач виконувати одночасно, то можна отримати фасонну поверхню.
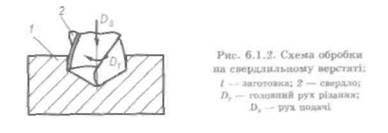
Верстати другої групи (свердлильні та розточувальні) призначені переважно для обробки отворів. Тут інструментами служать свердла, зенкери, розвертки, мітчики, рідше різці. Під час свердління інструмент 2 (рис. 6.1.2) одночасно виконує головний рух різання Д. і рух подачі Д, а заготовка І закріплена нерухомо.
|
|
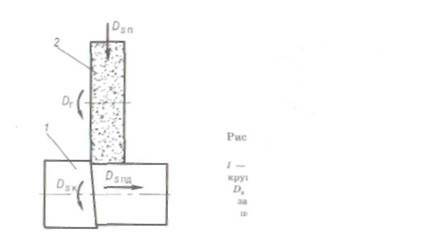
. 6.1.3. Схема зовнішнього круглого шліфування: заготовка; 2 — шліфувальний '; Dr — головний рух різання; ш, — РУХ поздовжньої подачі готовий; D„ к — рух колової »дачі заготовки; D„n — рух поперечної подачі круга
Третя група представлена шліфувальними, полірувальними та викінчувальними верстатами. Різальними інструментами є шліфувальні круги, абразивні бруски та нанесені на круг абразивні порошки. Схеми обробки — різноманітні. У випадку зовнішнього круглого шліфування інструмент 2 (рис. 6.1.3) виконує головний рух різання Д і рух поперечної подачі Д a , a заготовка 1 — складний рух подачі (поздовжню Д пд і колову Д к). У результаті отримують циліндричну поверхню. Окрім циліндричних, на верстатах третьої групи обробляють конічні, плоскі та фасонні поверхні.
До четвертої групи ввійшли комбіновані верстати та верстати електрофізичної і електрохімічної обробки. Комбіновані верстати призначені для декількох різних технологічних способів обробки (стругання та шліфування, фрезерування й шліфування тощо). У електрофізичних та електрохімічних способах обробки для відокремлювання від заготовки частинок матеріалу використовують електричний струм або фізичні явища, зумовлені електричним струмом (тепловий ефект лазерного променя чи тепловий ефект у зоні утворення іскри). Перелічені ефекти спричинюють локальне розплавлення й навіть випаровування металу.
П'ята група об'єднує зубо- та різеобробні верстати. Інструментами служать модульні фрези, довбачі, зубонарізні гребінки та спеціальні різці. Під час обробки циліндричного пря-
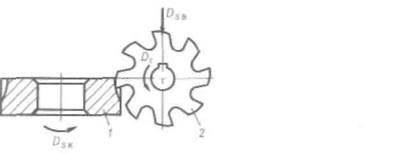
Рис. 6.1.4. Схема обробки
циліндричного зубчастого
колеса методом обкочування:
1 — заготовка; 2 — черв'ячна
модульна фреза;
Dr —■ головний рух різання;
А в' А к — РУХ вертикальної
та відповідно колової подач
мозубого колеса 1 (рис. 6.1.4) головним рухом різання Д є обертання спеціальної фрези 2 навколо своєї осі. Водночас фреза виконує рух вертикальної подачі Д в паралельно до осі обертання заготовки, а заготовка — колову подачу Д к. Тут частоти обертання фрези й заготовки взаємно узгоджені. Внаслідок такої обробки отримують евольвентний профіль зубця.
|
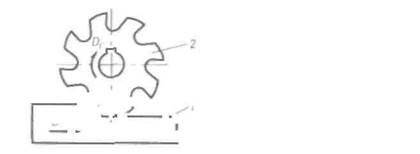
Фрезерні верстати належать до шостої групи. В них різальними інструментами є різні типи фрез. Головний рух різання Д— обертання фрези 2 (рис. 6.1.5), а рух подачі Д — переміщення заготовки 1. У цьому випадку обробляють плоску поверхню.
/^ <Ьі І * Рис. 6.1.5. Схема фрезерування:
п ^^ {'•* > f| 1 — заготовка; 2 — фреза;
S u Dr — головний рух різання;
І D, — рух подачі
Стругальні, довбальні та протягувальні верстати належать до сьомої групи. Різальними інструментами служать різці або протяжки. У випадку стругання різець 2 (рис. 6.1.6) здійснює прямолінійний зворотно-поступальний рух. Рухаючись вперед, різець виконує головний рух різання Д і відокремлює від заготовки стружку. Зворотний рух різця є неробочим. Під час зміни напрямку зворотного руху на робочий відбувається
|
|
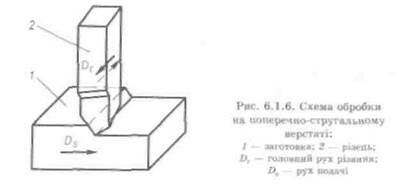
 періодичне поперечне переміщення заготовки 1 — подача А,. В момент різання і зворотного ходу руху подачі немає.
періодичне поперечне переміщення заготовки 1 — подача А,. В момент різання і зворотного ходу руху подачі немає.
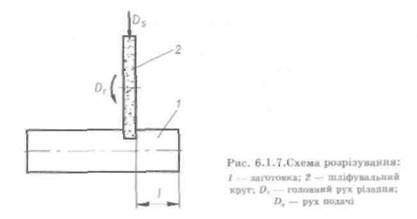
Розрізні верстати восьмої групи призначені для розрізування металу на частини за допомогою тонких шліфувальних кругів, стрічкових або дискових пил тощо. На рис. 6.1.7 зображено схему розрізування шліфувальним кругом 2 сортової вальцівки на заготовки 1 довжиною І.
Дев'ята група об'єднує різні за технологічними можливостями верстати. У свою чергу, кожна група металорізальних верстатів складається із різних типів (до дев'яти). Типи об'єднані спільними технологічними ознаками та конструктивними особливостями. Тип може складатись з кількох моделей. У кожній моделі втілено певне конструктивне виконання верстата конкретної групи й типорозміру.
Розглянута класифікація дає змогу присвоювати кожному верстатові, що випускається серійно, індекс моделі у вигляді трьох або чотирьох цифр, а також літер. Перша цифра визначає номер групи верстата, друга — номер типу, третя або третя і четверта цифри разом — основний розмір верстата (висота центрів, розміри стола) або основний розмір заготовки (максимальний діаметр прутка або максимальний діаметр оброблюваної заготовки) чи розмір інструмента (наприклад, умовний діаметр свердла). Зокрема, індекс 2А135 означає, що: 2 — верстат свердлильної групи; 3 — тип верстата (вертикально-свердлильний); 35 — найбільший умовний діаметр свердління (мм); літе-
ра А свідчить про модернізацію базової моделі 2135. У моделях верстатів з числовим програмним керуванням (ЧПК) в кінці індексу записують букву Ф з цифрою: Ф1 — верстати з цифровою індикацією і попереднім набором координат; Ф2 — з позиційною системою керування, де переміщення по двох осях відбувається незалежно; ФЗ — з контурною системою. Наприклад, індекс 16К20ФЗ означає що: 1 — верстат токарної групи; 6 — тип (токарний або лобовий); 20 — висота центрів (200 мм); ФЗ — верстат, оснащений контурною системою керування, в якому взаємопов'язані переміщення супорта уздовж і впоперек осі обертання шпинделя.
За ступенем універсальності верстати поділяють на універсальні, спеціалізовані та спеціальні [8].
На універсальних верстатах загального призначення обробляють вироби різних назв і типорозмірів у певному діапазоні геометричних параметрів. У цих верстатах широкий діапазон величин головного руху різання і рухів подач, вони забезпечені механізмами швидких переміщень столів, супортів, бабок. До універсальних верстатів належать токарно-гвинторізні, вертикально-свердлильні, горизонтально-фрезерні тощо. їх застосовують переважно в одиничному й дрібносерійному виробництвах.
Спеціалізовані верстати призначені для обробки конструктивно подібних виробів різних типорозмірів у певному діапазоні геометричних параметрів. До таких верстатів належать багато-

|
різцеві токарні, токарні для обробки колінчастих валів та ін. Для них характерне швидке переналагоджування на обробку виробів інших розмірів. Ці верстати застосовують у середньо-і великосерійному виробництвах.
Спеціальні верстати служать для обробки одного виробу або для виконання одної операції, наприклад розточування блока циліндрів в умовах великосерійного й масового виробництв. Вони конструктивно прості, мають найвищу продуктивність, автоматизовані.
Верстатобудівні заводи випускають верстати п'яти класів точності: нормальної (Н), підвищеної (П), високої (В), особливо високої (А) і прецизійної (С). До верстатів нормальної точності належить більшість універсальних верстатів. Основні деталі верстатів підвищеної точності виготовлені з вищими вимогами порівняно з верстатами нормальної точності. У верстатах високої точності порівняно з базовою моделлю окремі деталі мають спеціальну конструкцію. Основні вузли й деталі верстатів особливо високої точності виготовлені точніше, ніж у верстатів високої точності. Прецизійні верстати характеризуються найвищою точністю. Клас точності верстата, крім нормального, проставляють в кінці індексу його моделі. Наприклад, модель 16К20В — токарно-гвинторізний верстат високої (В) точності.
Протягом останніх десятиліть у промислово розвинених країнах світу запроваджено у виробництво багатоцільові верстати ("обробні центри"), які не вписуються у наведену вище класифікацію металорізальних верстатів за технологічним способом обробки. Багатоцільові верстати здатні виконувати багато різноманітних технологічних способів обробки.
Характерною особливістю багатоцільового верстата є наявність у його конструкції пристрою числового програмного керування, одного або декількох робочих органів, магазину інструментів і механізму для автоматичної заміни інструментів. На цих верстатах можна обробляти багато поверхонь і є можливість переміщень окремих його частин по різних координатах. Ці верстати універсальні й не орієнтовані на обробку лише певної групи деталей. Ефективність роботи — в автоматизації допоміжних рухів. Обробні центри доцільно використовувати в одиничному й дрібносерійному виробництвах.
Кінематична схема верстата є спрощеним графічним зображенням лише тих його елементів і механізмів, що беруть участь у передачі рухів. Крім графічного зображення, кінематична схема повинна мати мінімальну кількість числових даних, необхідних для кінематичних розрахунків, які завершуються визначенням значень головного руху різання, обчисленням значень подачі, а також числових значень допоміжних рухів. На кінематичних схемах розрізняють елементи (деталі й прості вузли) та механізми верстата.
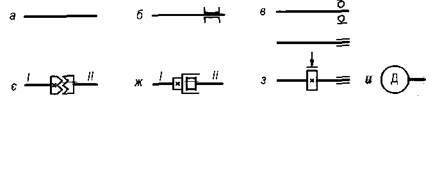
До елементів кінематичних схем належать такі деталі верстатів, як вал (рис. 6.1.8, а), шків, зірочка, зубчасте колесо, черв'ячне колесо, черв'як, гвинт, гайка, рейка, а також такі прості вузли, як підшипник (рис. 6.1.8, 6-е), муфта (рис. 6.1.8, є, ж), гальмо (рис. 6.1.8, з), електродвигун (рис. 6.1.8, и). На кінематичній схемі вал зображують у вигляді прямої потовщеної лінії (рис. 6.1.8, а); шків (рис. 6.1.9, а), циліндричне зубча-
• --- 1 * --- £ '
Рис. 6.1.8. Елементи кінематичних схем:
вал (а); вал з підшипником ковзання радіальним (б), з підшипником кочення
радіальним (в), з підшипником кочення радіальпо-упорним (г), з підшипником
кочення упорпим (д), з підшипником без уточнення типу (є); вали тяговий /
і ведений // разом з кулачковою муфтою (є); вали /, // разом з фрикційною
муфтою (ж); гальмо (j); електродвигун (ц)
сте колесо (рис. 6.1.9, в) і черв'як (рис. 6.1.9, д) — у вигляді прямокутника (кола); зірочку (рис. 6.1.9, б) — у вигляді ромба (кола); конічне зубчасте колесо (рис. 6.1.9, г) — у вигляді трапеції (кола); гвинт (рис. 6.1.9, є) — у вигляді хвилястої лінії; гайку (рис. 6.1.9, є) — у вигляді двох хвилястих ліній.
Знак х означає, що відповідний елемент (шків, зубчасте колесо, зірочка, черв'ячне колесо, черв'як) закріплений на валі



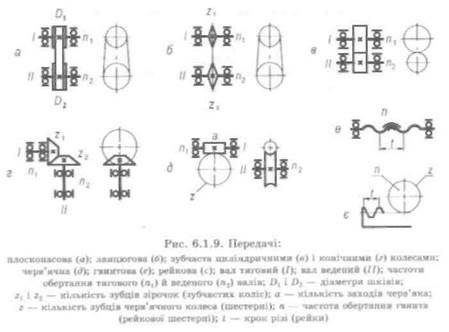
нерухомо, знаками — (- , =) позначають, що елемент може пересуватись уздовж вала, але завжди обертається разом з ним. Радіальні підшипники здатні сприймати силу, спрямовану по радіусу вала, упорні — силу, що діє вздовж вала, а радіально-упорні — одночасно обидві ці сили (рис. 6.1.8).
Муфта призначена для з'єднання або роз'єднання двох валів, а також для закріплювання на валі вільнопосаджених деталей (зубчасте та черв'ячне колесо, шків, черв'як тощо). Вал І, який передає рух, називається тяговим, а вал //, що приймає рух, — веденим.
Найпоширенішими механізмами металорізальних верстатів є передачі, елементарні механізми коробок швидкостей, елементарні механізми коробок подач, механізми реверсу.
Передачею називається механізм, що служить для передавання обертального руху від тягового вала / до веденого вала /7 або для перетворення одного виду руху в інший, наприклад обертального в прямолінійний поступальний чи навпаки.
Найбільш властиві для верстатів пасові, ланцюгові, зубчасті, черв'ячні, гвинтові та рейкові передачі.
Важливою характеристикою передач обертального руху є передавальне число (або обернена до нього величина — передавальне відношення).
Передавальним числом и називається відношення частот
обертання тягового гц і веденого п.2 валів:

Величина, обернена до передавального числа и, називається передавальним відношенням і:
Плоскопасова передача  складається з тягового вала / (рис. 6.1.9, а), веденого вала II, підшипників, шківів діаметрами Dx і D2 та паса. Рух від вала / до вала II передається завдяки силам тертя, які виникають між шківами та пасом. У реальних умовах експлуатації існує певна втрата швидкості через ковзання паса і шківів, яку враховують коефіцієнтом ковзання Г|(п = 0,985).
складається з тягового вала / (рис. 6.1.9, а), веденого вала II, підшипників, шківів діаметрами Dx і D2 та паса. Рух від вала / до вала II передається завдяки силам тертя, які виникають між шківами та пасом. У реальних умовах експлуатації існує певна втрата швидкості через ковзання паса і шківів, яку враховують коефіцієнтом ковзання Г|(п = 0,985).
Ланцюгова передача  складається із зірочки з кількістю зубців г, (рис. 6.1.9, б), закріпленої на валі /, зірочки з кількістю зубців га, закріпленої на валі II, ланцюга й підшипників. Передавальне відношення ланцюгової
складається із зірочки з кількістю зубців г, (рис. 6.1.9, б), закріпленої на валі /, зірочки з кількістю зубців га, закріпленої на валі II, ланцюга й підшипників. Передавальне відношення ланцюгової  передачі
передачі
Зубчасту передачу циліндричними колесами використовують для передачі обертального руху між паралельними валами. Вона складається із вала / (рис. 6.1.9, в), вала II, зубчастих коліс 2, і 22 й підшипників. її передавальне відношення визначається за формулою (6.1.4).
Зубчасту передачу конічними колесами застосовують для передачі обертального руху між валами, розташованими перпендикулярно.
 Черв'ячна передача складається з черв'яка з кількістю заходів а (рис. 6.1.9, д), закріпленого на валі /, черв'ячного колеса з кількістю зубців z, закріпленого на валі //, й підшипників. її передавальне відношення
Черв'ячна передача складається з черв'яка з кількістю заходів а (рис. 6.1.9, д), закріпленого на валі /, черв'ячного колеса з кількістю зубців z, закріпленого на валі //, й підшипників. її передавальне відношення

Гвинтова передача служить для перетворення обертального руху гвинта в поступальний рух гайки або навпаки. Якщо t (рис. 6.1.9, є) — крок різі, то за один оберт гвинта гайка переміститься на величину t, а за п обертів — на величину (мм/хв)
Рейкова передача призначена  для перетворення обертального руху шестерні в поступальний рух рейки або навпаки. Якщо t (рис. 6.1.9, є) — крок рейки і 2 — кількість зубців рейкової шестерні, то за один оберт шестерні рейка переміститься на величину t • z, а за п обертів шестерні — на величину S (мм/хв)
для перетворення обертального руху шестерні в поступальний рух рейки або навпаки. Якщо t (рис. 6.1.9, є) — крок рейки і 2 — кількість зубців рейкової шестерні, то за один оберт шестерні рейка переміститься на величину t • z, а за п обертів шестерні — на величину S (мм/хв)

Оскільки t = it • т, то

де т — модуль зубця, мм.
Елементарний механізм, коробки швидкостей надає веденому валові кілька різних частот обертання, якщо тяговий вал має одну частоту обертання.
До елементарних механізмів коробок швидкостей належать: механізм з переставними зубчастими колесами, механізм з пересувним блоком зубчастих коліс, механізм із зубчастих коліс і муфти та деякі інші.
Механізм з переставними зубчастими колесами має вал / (рис. 6.1.10, а), вал //, підшипники, зубчасті колеса гх і 22 , які можна переставляти на валах. Внаслідок цього вал II отримує дві частоти обертання:

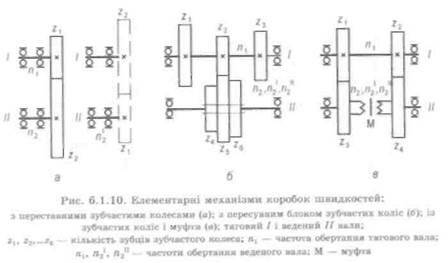
Механізм з пересувним блоком зубчастих коліс складається з валів І і II (рис. 6.1.10, б), підшипників, трьох закріплених на валі / зубчастих коліс 2,, 22, 23 і потрійного пересувного блока 24 — 25 — 2в, колеса якого почергово можуть входити в зачеплення з колесами вала /. Тому на вал II передається три частоти обертання:

Механізм із зубчастих коліс і муфти передає на вал // (рис.6.1.10, в) дві частоти обертання (п2 і п21) за допомогою коліс 2, і 23 та Zo і z4. Кулачкова муфта М почергово закріплює на валі II одне з вільнопосаджених коліс г2 або г4. Тут

Елементарні механізми коробок подач мають те саме призначення, що й елементарні механізми коробок швидкостей.
У коробках подач широко використовують описані вище механізми коробок швидкостей, а окрім них — механізм Нортона та механізм з висувною шпонкою.
Механізм Нортона складається із зубчастих коліс г„ г2, ..., г7 (рис. 6.1.11, а), закріплених на валі 7, пересувного колеса 2П.
.png)