

Балансування обертових мас
Балансува ння оберто вих мас (англ. balancing) — процедура, що складається з оцінки розподілу мас ротора і, за необхідності, їх перерозподілу таким чином, щоб значення залишкового дисбалансу, вібрації або сил, що впливають на опору на частоті обертання ротора, не виходили за межі встановлених допустимих значень[1].
Балансування включає в себе визначення значень і кутів дисбалансу і зміну їх коригуванням мас. Балансування може виконуватись як за допомогою балансувальних верстатів, так і безпосередньо під час експлуатації.
Базові поняття
Ротор — тіло, яке при обертанні утримується своїми несними поверхнями в опорах.
Центральні осі — система взаємно перпендикулярних осей, що беруть початок у центрі мас тіла або механічної системи.
Головна центральна вісь інерції — центральна вісь твердого тіла або механічної системи, відносно якої відцентрові моменти інерції тіла або системи дорівнюють нулю.
Ексцентриситет маси — відстань від центра мас до осі обертання.
Незрівноваженість ротора — стан ротора, при якому результатом дії відцентрових сил є силовий або кінематичний вплив на його опори.
Дисбаланс
При виготовленні обертових деталей (наприклад, валів, маховиків, зубчастих коліс, шківів, дисків турбін тощо, які у подальшому викладі об'єднані під назвою «ротор») внаслідок неоднорідності матеріалу, неточності обробки або монтажу можлива розбіжність центра мас деталей або складальних одиниць з віссю їх обертання або ж зміщення цієї осі відносно геометричної осі обертової деталі, що за величиною характеризується дисбалансом.
При роботі механізмів і машин дисбаланс викликає появу додаткових динамічних навантажень на елементи з'єднань та опори підшиників (вальниць). Ці навантаження є джерелом додаткових напружень, що обумовлюють підвищений знос окремих деталей і складальних одиниць, їх коливання та вібрації.
Докладніше: Дисбаланс
Види незрівноваженості
У першому випадку, коли центр мас деталі не лежить на її осі обертання, має місце статична незрівноваженість, а в другому випадку, коли вісь обертання не збігається з однією з головних центральних осей інерції, має місце динамічна незрівноваженість з її частковими випадками моментною і квазістатичною незрівноваженістю.
Усунення незрівноваженості відбувається у результаті балансування обертових мас. Балансування є однією з відповідальних технологічних операцій складання.
Статичне балансування
Статичне балансування
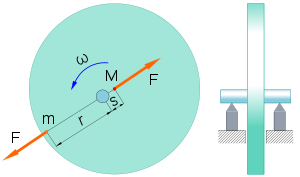
У випадку статичної незрівноваженості при обертанні деталі з кутовою швидкістю ω виникає відцентрова сила інерції
{\displaystyle F=Ms\omega ^{2}=MV_{s}\omega \,}
де:
{\displaystyle M} — маса деталі;
{\displaystyle s} — ексцентриситет маси;
{\displaystyle V_{s}=s\omega } — лінійна швидкість центру мас.
Сила інерції F спрямована радіально від осі обертання. При обертанні деталі вона постійно змінює свій напрям, чим викликає коливання і вібрації як самої деталі, так і усієї машини. Добуток Ms є мірою статичної незрівноваженості обертової деталі та називається статичним дисбалансом.
Для статичного зрівноваження достатньо розташувати у площині, що перпендикулярна до осі обертання, противагу масою m на відстані r, що викликає зрівноважувальну силу інерції F, рівну за величиною силі інерції від дисбалансу і протилежною до неї за напрямом: {\displaystyle Ms=mr} .
Статичне балансування, в результаті якого зміщений при обробці деталі центр мас повертається на вісь обертання, може бути проведене за допомогою досить простих пристроїв.
Якщо деталь, що потребує балансування, покласти цапфами на дві паралельні горизонтальні сталеві призми, то вона буде перекочуватися по призмах доти, поки центр мас не займе найнижче положення, тобто буде розташований внизу на вертикалі, що проходить через її вісь обертання. Довжина призм береться такою, щоб деталь вільно могла робити не менше двох вільних обертів. Прикріплюючи у верхній частині деталі пробний вантаж (противагу), можна домогтися її байдужого кутового положення на призмах. Противагу кріплять на певному радіусі. Часто замість встановлення противаг з протилежного боку видаляють частину металу деталі з боку дисбалансу (наприклад, висвердлюють отвори). Як противаги іноді використовують свинець, який заливають у спеціально висвердлені отвори. Усунення незрівноваженості шляхом висвердлювання отворів використовується, наприклад, при балансуванні колінчастих валів двигунів внутрішнього згоряння.
Найчастіше для статичного балансування застосовують пристрої, в яких замість сталевих призм застосовуються дві пари загартованих сталевих роликів, що вільно обертаються у підшипниках кочення. Процес балансування деталей здійснюється аналогічно.
У масовому виробництві, наприклад в автотракторній промисловості, для статичного балансування маховиків і шківів застосовують спеціальні верстати, що дозволяють визначити масу металу і місце на деталі, звідки цей метал необхідно видалити. На верстаті є свердлильний пристрій, що дозволяє видаляти «зайвий» метал у процесі балансування.
Динамічне балансування
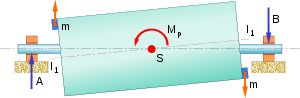
Динамічне балансування
S — центр мас
Mp — момент сил від дисбалансу
I1 — головна вісь інерції ротора
A, B — реакції опор на дисбаланс
m -противаги
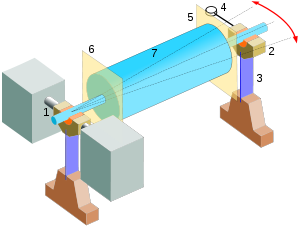
Схема балансувального верстата з пружними опорами
1 — жорстка опора
2 — пружна опора
3 — пружна пластина
4 — вимірювач коливань
5,6 — площини балансування
7 — ротор
Динамічна незрівноваженість
У випадку динамічної незрівноваженості виникає момент від сил інерції Mp, при цьому центр мас деталі S може знаходитись на осі обертання. Незрівноважений момент від сил інерції Mp викликає в опорах додаткові реакції A і B. Із зменшенням довжини ротора (відстані між опорами) величина цього моменту зменшується. Тому для відносно тонких обертових деталей, довжина яких не перевищує 2…3 діаметрів (махові колеса, шківи, зубчасті колеса тощо) застосовують лише статичне балансування.
Динамічна незрівноваженість не може бути встановлена при перебуванні деталі у стані спокою. Динамічне балансування проводять на спеціальних балансувальних верстатах, у яких використовуються коливання незрівноважених деталей при швидкому їх обертанні. За результатами проведених вимірювань при визначенні величини та кутів дисбалансів, що відповідають незрівноваженому моменту, використовують аналітичні, графоаналітичні, обчислювальні, ітераційні та ін. підходи.
Устаткування для динамічного балансування
Схема балансувального верстата з пружною опорою показана на малюнку.
На осі ротора 7 встановлюються два диски, на яких закріплюються додаткові маси при балансуванні. Площина одного з дисків проходить поблизу жорсткої опори 1 (площина корекції 6), а в площині другого диска поблизу пружної опори 2 (площина корекції 5) знаходиться пристрій вимірювання коливань 5. Ним служить індикатор максимальних відхилень годинникового типу. Слід відзначити, що місце установки індикатора не має принципового значення, оскільки при балансуванні можна обмежитись відносними величинами лінійного або кутового зміщення ротора при коливаннях.
Метод трьох прокручувань
Незрівноважена сила B, що знаходиться в площині 5, викликає коливання опори. Сила A в площині 6 на цей рух практично не впливає, тому що момент її при будь-якому куті повороту ротора відносно опори в площині 6 близький до нуля. Вважається, що амплітуда коливань пружної опори лінійно залежить від сили інерції, яка лежить в площині корекції. Спосіб, за яким знаходять величину і положення противаги, встановленої в площині 5 для компенсації сили інерції в тій же площині, зветься методом трьох прокручувань. Він полягає в наступному.
Розкручується ротор до кутової швидкості, більшої за критичну і залишається у стані вільного вибігу. Індикатор коливань при резонансі покаже амплітуду, пропорційну А1.
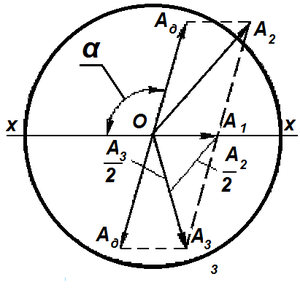
Графоаналітичне визначення значення і кута дисбалансу при методі трьох прокручувань
У довільній точці площини корекції встановлюється додатковий вантаж. Робиться повторне прокручування. Одержана амплітуда коливань А2 викликається невідомим статичним моментом дисбалансу ротора, пропорційним А1, і відомим статичним моментом додаткового вантажу, пропорційним Аd, (координата і маса цього вантажу відомі).
Переноситься цей же вантаж на діаметрально протилежну точку і робиться повторний розгін ротора. Одержана амплітуда А3 складається з тих же доданків, але розташованих під іншими кутами. Схема плану амплітуд дозволяє знайти положення і величину необхідної противаги, що розташована в площині 5: кут її встановлення визначається безпосереднім виміром, а величина визначається порівнянням А1 з А3. Після зрівноваження площини 5 фіксується опора 2 і розфіксовується опора 1 у якій встановлюється вимірювач коливань і аналогічно проводять зрівноважування у площині 6.
Визначення дисбалансу графоаналітичним методом
Будується у довільному масштабі вектор А1.
Робиться засічка радіусом 0,5А3 з початку А1 і радіусом 0,5А2 з її кінця, провести пряму від початку А1 через точку перетину дуг і відкласти на ній кінець вектора А3.
Кінці векторів А3 і А1 з'єднати прямою, продовживши її за кінець А1.
Дугою А2 зробити засічку на цій прямій і одержати точку А2.
Через початок А1 провести пряму, паралельну прямій Аd.
Через кінці А3 і Аd провести прямі, паралельні А1, а саму пряму ОА1 продовжити за точку О.
Виміряти або визначити обчисленням кут між продовженням ОА1 і Аd.
Допустимий залишковий дисбаланс
Сучасне балансувальне обладнання дозволяє досить суттєво знизити дисбаланс ротора, проте з економічної точки зору надмірне завищення вимог до якості балансування є невигідним. Тому вирішення питання: до якого ступеня доцільно знизити дисбаланс ротора, — повинно шукатись виходячи з компромісу між технічними і економічними вимогами.
Значення рекомендованих класів точності балансування жорстких роторів для різних машин і механізмів приводяться у ISO 1940-1:2003[1]:
Балансування деталей і вузлів
При обертанні з великою швидкістю неврівноважених деталей і вузлів виникають додаткові навантаження, що діють; як на ці деталі та вузли, так і на їх опори. До деталей і вузлів, що вимагають балансування, відносяться: колінчастий вал, шків колінчастого вала, шків вала водяного насоса, лопаті вентилятора, шків компресора, колінчастий вал в зборі з маховиком і зчепленням, карданний вал в зборі, колесо з шиною в зборі та ін. балансування (урівноваження) таких деталей і вузлів є однією з умов підвищення надійності і довговічності автомобілів. При ремонті автомобілів балансування деталей і вузлів може бути порушена, тому їх необхідно перевіряти і в разі необхідності знову піддавати балансуванню.
Рівновага деталей і вузлів може бути статичним і динамічним.
При статичному рівновазі центр тяжіння знаходиться на осі обертання деталі або вузла. При динамічній рівновазі необхідно, щоб центр ваги деталі або вузла також знаходився на осі обертання і при цьому були відсутні будь-які моменти відцентрових сил, що діють в площині, що проходить через вісь обертання.
Статичне балансування. Як приклад розглянемо балансування деталі, встановленої на валу (або на спеціальній оправці), спирається на горизонтальні напрямні 3. Під дією неврівноваженої маси т ця деталь мимовільно повернеться і займе положення, при якому неврівноважена маса буде знаходитися в крайньому нижньому положенні.
При обертанні деталі виникає неврівноважена відцентрова сила, яка, як було зазначено вище, створює додаткове навантаження на вал і на його опори.
Для врівноваження деталі до неї потрібно прикріпити врівноважує вантаж, розташувавши його з діаметрально протилежного боку по відношенню до неврівноваженою масі. При цьому моменти сил тяжіння неврівноваженої маси і врівноважує вантажу відносно осі обертання деталі повинні бути рівні. Цим забезпечується рівновага деталі.
Рівновага може бути досягнуто також шляхом видалення частини металу деталі з боку неврівноваженої маси (спилювання або висвердлюванням).
Статичної балансуванню піддають зазвичай плоскі деталі і підгрупи - наприклад маховики, ведені диски зчеплення, вентилятори, а також деякі вузли - маточини коліс в зборі з гальмівними барабанами, натискний диск зчеплення в зборі з кожухом.
Статичну балансування виробляють за допомогою пристосувань, встановлюючи деталі на горизонтальних призматичних паралелях або на попарно встановлених обертових дискових роликах. Дискові ролики в таких пристроях встановлені на кулькових підшипниках, що зводить до мінімуму опір обертанню. Тому роликові пристосування дають більшу точність балансування.
При балансуванні дуже важко усунути дисбаланс повністю, тому технічними умовами передбачається допустимий дисбаланс для тієї чи іншої деталі.
Динамічне балансування. При обертанні вала виникають дві протилежно спрямовані відцентрові сили. Ці сили знаходяться один від одного на відстані, створюють момент, який викликає динамічне нерівновага вала. В результаті вал і його опори будуть відчувати додаткове навантаження.
Момент цієї пари сил може бути урівноважений іншою парою сил, яка додається до валу, що діє в тій же площині і створює рівний протидіє момент. Таким чином, динамічне нерівновага може бути усунуто тільки врівноважує його парою сил.
Для динамічного врівноваження деталі до неї, в площині. дії моменту необхідно докласти дві маси m1= mа на рівній відстані від осі обертання, в результаті чого при обертанні вала виникнуть відцентрові сили Р1 і Р2, Які створять момент пари сил Р1L, протидіє моменту F1L і врівноважує його. Такі урівноваження називається динамічним балансуванням.
Динамічне балансування деталей і вузлів виробляють на спеціальних балансувальних верстатах, в основу їх роботи покладено метод розділення сумарного дисбалансу балансируемого вузла для коригування його в двох заданих площинах. У разі динамічної неврівноваженості вузла опори будуть коливатися; разом з ними будуть коливатися і котушки в магнітних полях постійних магнітів і в їх обмотках з'явиться ЕРС.
Величина цих ЕРС буде пропорційна амплітуді коливань котушок. Напруга електричного струму в ланцюзі котушок посилюється трансформатором-підсилювачем і змиритися з допомогою приладу, що має шкалу, градуйовану в одиницях дисбалансу. Одночасно з обертанням балансируемого вузла обертається ротор генератора. Статор цього генератора може повертатися і, внаслідок особливої ??прихильності в ньому котушок, змінювати при цьому показання приладу.
Балансувальний верстат має дві паралельні електричні схеми, що дозволяє при включенні з допомогою перемикача 14 кожної схеми окремо визначати неврівноваженість в двох площинах - I-I і II-II.
Площині, в яких необхідно проводити коригування, встановлюються заздалегідь і залежать від конструкції балансируемого вузла. У цих площинах для усунення дисбалансу вузла виробляють зняття металу (висвердлюванням), установку шайб або приварку спеціальних металевих пластинок. Місце установки шайб і приварювання пластинок або місце, де можна видалити метал, вказується в, технічних умовах на балансування того чи іншого вузла. Таким чином домагаються, щоб дисбаланс вузла знаходився в межах допусків, встановлених технічними умовами. Електричні балансувальні верстати дають можливість проводити балансування деталей і вузлів з великою точністю.
На ремонтних підприємствах балансуванню піддають деякі вузли, так як в результаті заміни окремих деталей вона може бути порушена. Крім того, необхідно балансувати колінчаті вали двигунів після відновлення їх шийок наплавленням. Точність балансування залежить від конструкції і призначення вузлів і деталей, швидкості їх обертання та допустимої вібрації при роботі.
.png)