Дефекти та вимоги до якості ЮТ
Сучасна ювелірна галузь України перебуває на тій стадії розвитку, коли підприємства для досягнення успіху на ринку повинні приділяти увагу не тільки дизайну, а й технологічним процесам. Найактуальніша проблема ювелірної галузі – якість, безпека та надійність продукції. Це є наслідком насичення ринку ювелірними виробами, в процесі експлуатації яких проявляються значні механічні пошкодження, зміни кольору поверхні, потьмяніння та алергічні реакції у споживачів, що зумовлено використанням імпортних лігатур для виготовлення виробів і припаїв, які не пройшли оцінку на відповідність встановленим вимогам щодо механічної та хімічної стійкості, а також на порушення технології. Аналіз вмісту ювелірних сплавів свідчить – на вітчизняному ринку 20 % сплавів із дорогоцінних металів не стандартизовані, і питання їхньої якості викликають сумніви. Зважаючи на те, що в Україні видобуток золота незначний, переважна його кількість, яка використовується ювелірами, або вилучена з брухту, відходів та "електронного лому", або готова імпортна лігатура, інколи невідомого повного хімічного складу. Для проведення ретельного афінажу потрібне дороге технологічне обладнання, яким не забезпечена значна частка підприємств. Саме тому в ювелірні прикраси потрапляють такі хімічні елементи як кадмій, свинець, індій, ртуть, залізо, олово, марганець, хром тощо, які негативно впливають на здоров’я людини.
Виготовлення ювелірних виробів із різних сплавів дорогоцінних металів, їхній вміст і проба регламентується міждержавним стандартом ГОСТ 30649–99 (40 марок) 3 та ТУ У 27.4-00201514-010–2005 "Сплави на основі дорогоцінних металів ювелірні" (20 марок). В умовах Пробірного контролю на пробірному камені, так і методом пробірної плавки встановлюється лише проба дорогоцінного металу. Вміст шкідливих легуючих компонентів та домішок залишається поза увагою. Рентгенівська спектроскопія, зокрема рентгенофлуоресцентний аналіз, дає змогу підтвердити відповідність дорогоцінного сплаву чинним вимогам і визначити вміст негативних токсичних домішок. Дорогоцінні камені також можуть бути небезпечними для здоров’я людини у випадках їхнього штучного синтезу, зміни кольору шляхом радіаційного опромінення. Жоден НД із контролю якості ювелірних виробів не передбачає перевірку виробів на токсикологічну безпеку та походження. Сьогодні небагато підприємств-виробників (серед них ВАТ "Київський ювелірний завод") із власної ініціативи наносять відповідне маркування. Не менш загрозливе становище навколо проблем надійності ювелірних сплавів із дорогоцінних металів. Такі показники якості, як досконалість та вид заключної й декоративної обробки, проба, вміст легуючих компонентів і домішок зумовлюють твердість, міцність, потьмяніння тощо, формують надійність під час експлуатації й гарантуються чинною документацією на ювелірні сплави та вироби. Проаналізовано значні й незначні дефекти ювелірних виробів, які були в експлуатації, і їм надано певну оцінку з метою подальшої класифікації. Встановлено, що такі дефекти лиття, як підвищена товщина та нерівність поверхні виробу, викликані засміченістю воску пилом або сторонніми включеннями, не дають металу повністю заповнити пустоти. Цей виробничий дефект не можна виправити ремонтом. Утворення скошених кутів, пузирів, отворів у металі, шершавості поверхні пов’язане з неповним згоранням воску через низьку температуру печі, її переповненістю, недостатньою тривалістю операції, що залишає вуглецевий осад. Чорні плями на виробах також виникають під впливом вуглецевого осаду та окиснення металу через високу температуру. Шершавість настає при литті за умов високої температури та перегрівання форми. Напливи та нерівномірність металу найчастіше проявляються у верхній частині конструкції, наповненої металом. Розриви утворюються там, де товщина форми занадто мала й моделі перебувають близько одна від одної. Якщо розриви присутні уже у формі, вони можуть виникати за рахунок неправильного відпалу, а металічні напливи – через руйнування форми. Пористість утворюється шляхом потрапляння до металічної маси газових і сторонніх включень. На поверхні виробів можуть зустрічатися краплі або металічні кульки, які відповідають пустотам форми та викликані лишком металу. Через перегрівання формувальної маси виникає зменшення розмірів виробів. Проаналізовано наступні дефекти: кристалічна будова сплаву, внутрішня пористість, мікропористість, тріщини; лікваційна неоднорідність у литому стані, а також дефекти, які впливають на зовнішній вигляд виробів, зокрема на відтінок, насиченість, яскравість, тьмяність.
У ювелірному виробництві практикується мікролегування модифікаторами та активно діючими розкиснювачами (літієм, рубідієм, іридієм, лантаном, церієм тощо) для покращання технологічних характеристик ювелірних сплавів. Іноді виробники лігатур вводять до складу сплаву маскуючі елементи, процес виявлення яких є дуже складним і дорогим. Дефекти гальванічного покриття виникають внаслідок неякісного попереднього знежирення поверхні ювелірного сплаву. Крім того, при нанесенні родію на поверхню дорогоцінного сплаву електролітичним шляхом утворюються великі механічні напруги покриття, у результаті чого виникають дефекти – розкол, відшаровування, значне стирання тощо. Видимі сліди ремонту ювелірного виробу утворюються при нанесенні дуже тонкого шару родію. Обсипання гальванічного покриття останнього виникає внаслідок руйнування його в місцях закріпки вставок, а контрастний прояв нерівностей поверхні та слідів ремонту – при його нанесенні. До дефектів монтування ювелірних виробів відносяться: шкаралупоподібний злам паяного з'єднання, утвореного внаслідок механічної дії та неякісної пайки; поруватість паяних з'єднань виробу;
неякісний припай деталей з утворенням рихлого з'єднання й тріщин; неякісне або рихле паяння деталей, яке при вставці ювелірного каменя призвело до тріщини; утворення канавок у місцях з'єднання деталей при використанні більш м'якого припаю порівняно з основним металом; тріщини, які утворюються внаслідок розвантаження внутрішньої напруги конструкції. Під час з'єднання елементів олов'яносвинцевим припаєм свинець, потрапляючи на ювелірний сплав, призводить до неможливості подальшої обробки виробу, а також викликає роз'їдання гальванічного покриття із золота. Використання припаю з високим вмістом цинку призводить до роз'їдання поверхні ювелірного виробу, після чого він стає крихким і майже не піддається ремонту. При виготовленні браслетів, сережок, брошок, медальйонів та інших ювелірних виробів широко застосовують рухливі з'єднання (шарніри) – штифти, закріпки й різьбові пари. Неякісне штифтове з'єднання браслета, а також роз’єднання нарізних сполучних частин виробів – дефект, який зустрічається доволі часто. При обпилюванні та шабруванні можуть залишатися сліди від інструмента на поверхні, які значно впливають на естетичні властивості ювелірного виробу. До наступної групи дефектів відносять слабкі закріпки каменів. На досліджених ювелірних виробах виявлено такі дефекти закріпки: відсутність вставки; утворення внутрішніх і зовнішніх тріщин на крапанах внаслідок використання дуже жорсткого матеріалу або перезакріплення вставки в старому виробі; неякісна корнерова закріпка вставки; нещільне прилягання крапана до ювелірної вставки; приховування відколу кута ювелірної вставки внаслідок деякої зміни конфігурації каста; через неякісне знежирювання, можливе руйнування клейової закріпки при кріпленні вставок із янтарю, перлів тощо. У процесі механічного клеймування ювелірних виробів також можливі дефекти – різноманітні деформації та тріщини. Проте сліди від натирання при встановленні проби на пробірному камені дефектом не вважаються. Дефекти електрохімічної корозії проявляються на поверхні ювелірного виробу як сліди райдужної плівки оксидів металів, що утворюються в місцях паяння; червоно-коричневого відтінку оксиду міді на поверхні золотого виробу 333-ї проби; проявлення плівок оксидів металів насиченого темного кольору. Зменшення вмісту атомного проценту золота (нижче 750-ї проби) призводить до прискорення корозії на мікроділянках міді та срібла, внаслідок чого виникає потемніння чи тьмяність виробу. Це відмічено також у сплавах білого золота з нікелем і цинком на відміну від ідентичних білих сплавів із паладієм і платиною. Підвищення швидкості корозії відбувається на межі цинк – золото і біле – жовте золото.
Наслідком цього процесу є тріщини й зменшення гри дорогоцінних каменів. У результаті аналізу дефектів, що виникають внаслідок порушення технології виробництва й виявляються під час експлуатації ювелірних виробів, запропоновано класифікацію за ступенем значущості з визначенням категорії "суттєвих недоліків"\
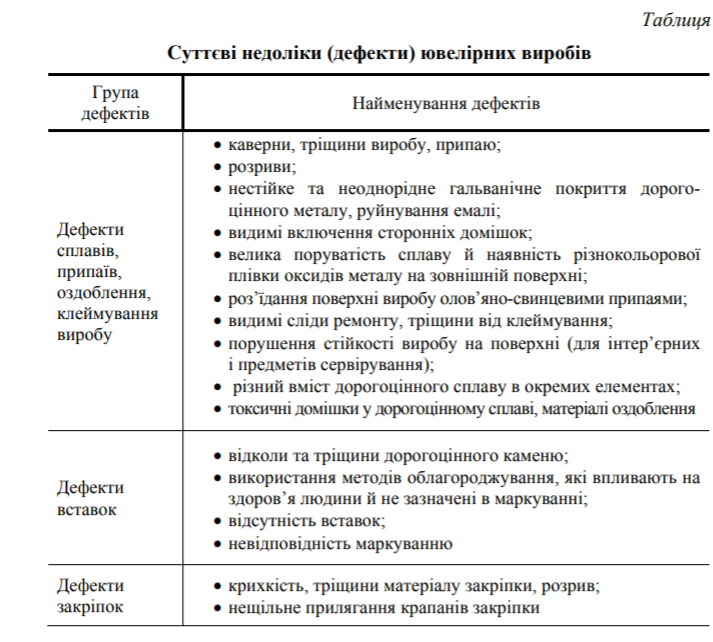
Дефекти, які зустрічаються під час експертизи товарів, що перебували в експлуатації, можна поділити на три групи: • видимі виробничі дефекти, що були на момент продажу; • приховані виробничі дефекти, які проявилися під час експлуатації; • експлуатаційні дефекти. Перша група дефектів визначена в стандартах. Спірні питання виникають при встановленні причин виникнення інших дефектів. Загалом лише комплексне оцінювання показників безпеки та надійності уможливить об’єктивне визначення якості того чи іншого ювелірного виробу
Я щиро надіюсь на те, що Ви переглянете інформацію, яку я вам підготувала по даній темі, і візьмете до розгляду нормативні документи по даній темі.
Незабаром ми будемо виконувати практичну роботу і ці знання вам пригодяться.
Всім бажаю успіху. Не хворійте
Використана література:
http://tr.knteu.kiev.ua/files/2008/05/23.pdf