Фрезерні верстати та роботи на них
Фрезерні верстати поділяються на консольні, безконсольні, поздовжні, портальні, карусельно-фрезерні, барабанно-фрезерні, копіювальні та спеціальні. Залежно від положення осі шпинделя розрізняють горизонтальні і вертикальні верстати; в залежності від наявності поворотного столу - прості і універсальні (з поворотними столами).
Консольні верстати. консольні верстати призначені для обробки невеликих по висоті і неважких заготовок, що визначається розмірами столів (до 500 X 2000 мм) і найбільшою відстанню (до 500 мм) до торця шпинделя (у вертикальних) або до його осі (у горизонтальних).
Горизонтально-фрезерний консольний станок застосовується зазвичай в цехах індивідуального і серійного виробництва, а також в ремонтних майстернях.
На універсальному верстаті, що має поворотну частину, можна фрезерувати площині, пази, фасонні поверхні, зуби коліс, гвинтові канавки і т. д. Якщо станок не є універсальним, фрезерувати гвинтові канавки на ньому неможливо.
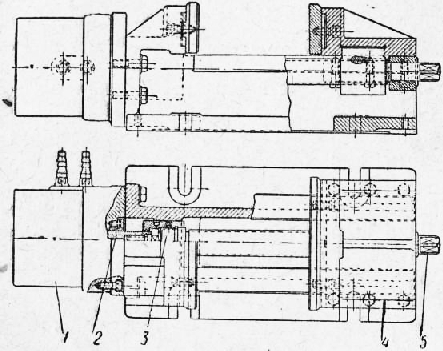
У верстаті по вертикальних напрямних станини може переміщатися консоль, забезпечена напрямними 8 для поперечних санчат. Поворотна частина закріплюється на поперечних санчатах і несе стіл, на якому безпосередньо або в пристосуванні кріпиться опрацьовуєма заготовка. Таким чином, заготовка може мати вертикальне переміщення (з консоллю), горизонтальне, паралельне осі шпинделя (з поперечними санчатами), і горизонтальне, перпендикулярний до осі шпинделя (при русі столу по напрямних поворотної частини). Для фрезерування гвинтових канавок поворотну частину встановлюють під кутом до ± 45 °.
Фреза закріплюється на оправці, один кінець якої в свою чергу зміцнюється в шпинделі. Другий кінець оправлення підтримується сережкою, укріпленої на хоботі. Шпиндель приводиться в обертання від електродвигуна через коробку швидкостей, розташовану в станині.
Рух подачі здійснюється столом; механічна подача проводиться від окремого електродвигуна через коробку подач, що знаходиться в консолі (в верстатах іншої конструкції коробка подач знаходиться в станині; в цьому випадку привід подачі і головне рух здійснюються від одного електродвигуна).
Пристрій коробок швидкостей і коробок подач фрезерних верстатів аналогічно пристрою цих вузлів у токарних і свердлильних верстатів, розглянутих вище.
Вертикально-фрезерний консольний верстат. Верстати цього типу використовуються переважно для фрезерування площин торцевими фрезами, однак на них можна виконувати ті ж види робіт, що і на горизонтально-фрезерних верстатах. Відмінність вертикально-фрезерних верстатів від горизонтально-фрезерних полягає лише в розташуванні осі шпинделя і відсутності хобота. Шпиндель вертикально-фрезерного верстата розташований у фрезерної голівці. У деяких верстатів фрезерна головка може повертатися у вертикальній площині. Подібно горизонтально-фрезерних, вертикально-фрезерні верстати поділяються на універсальні (з поворотним столом) і прості (що не мають поворотної частини).
Поздовжньо-фрезерні верстати. Верстати цього типу застосовуються в умовах серійного і масового виробництва для обробки як великих, так і невеликих заготовок (за допомогою багатомісних пристосувань). По напрямних станини переміщається стіл, на якому зміцнюються заготовки, а частіше пристосування з заготовками. Фрезерні головки розташовуються на стійках і на поперечині.
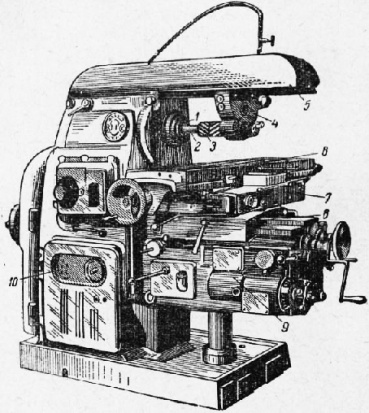
Мал. 1. Універсальний горизонтально-фрезерний верстат
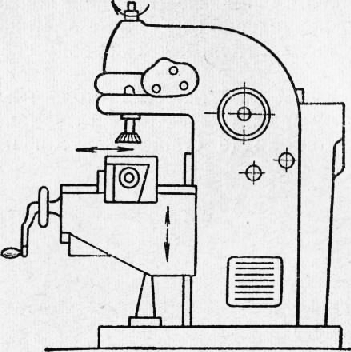
Мал. 2. Схема вертикально-фрезерного верстата
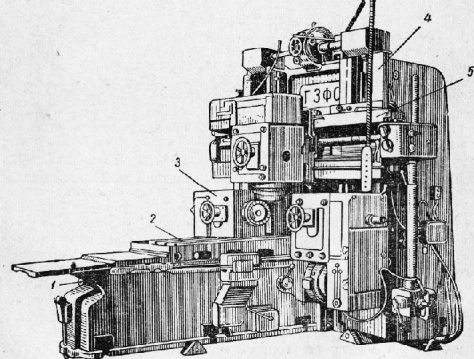
Мал. 3. Поздовжньо-фрезерний верстат
Фрезерні головки виконуються як агрегатні вузли з окремими електродвигунами і мають змінні зубчасті колеса для налаштування необхідного числа обертів шпинделя. Шпиндель має установче осьове переміщення на 100-200 мм. У даного верстата три фрезерних головки; існують також верстати з однією, двома і чотирма головками.
Ці верстати є досить продуктивними, так як заготівля може оброблятися одночасно з трьох сторін. Деякі типи поздовжньо-фрезерних верстатів мають поворотні фрезерні головки, що дозволяють отримувати при обробці похилі площини.
Для обробки громіздких заготовок застосовують портально-фрезерні верстати. При обробці на цих верстатах заготовка нерухома, а фрези повідомляється крім головного руху також і рух подачі.
Копіювально-фрезерні верстати. Верстати цього типу застосовуються для відтворення заданого контуру. На рис. 4 наведена схема такого верстата.
На столі верстата за допомогою пристосування закріплена модель А і оброблювана заготовка В. По стійці, що спирається на станину, переміщається шпиндельний вузол, який несе стежить пристрій і фрезерну головку.
Палець стежить устрою переміщається по моделі і за допомогою електромеханічного пристосування передає імпульси, які надходять до виконавчих механізми подач. Ці механізми забезпечують переміщення фрезерної головки і фрези. Таким чином досягається отримання об'ємної форми деталі, відповідної моделі.
Моделі відливають з гіпсу.
Копіювально-фрезерні верстати широко використовуються для отримання різних фасонних поверхонь деталей в серійному і масовому виробництві, наприклад, при виготовленні об'ємних штампів.
Характерною тенденцією в розвитку фрезерних верстатів є автоматизація. Існують автомати з круглими столами, керовані розподільним валом, багатошпиндельні поздовжньо-фрезерні автомати, що дозволяють обробляти з однієї установки кілька східчасто розташованих поверхонь, тощо..
Пристосування для фрезерних верстатів. При обробці деталей на фрезерних верстатах широко застосовуються універсальні установки і затискні пристрої: оправлення, лещата з ручним затиском, пневматичні і гідравлічні, ділильні головки, поворотні столи і ін., а також спеціальні пристосування для позиційної, безперервної і автоматизованої обробки.
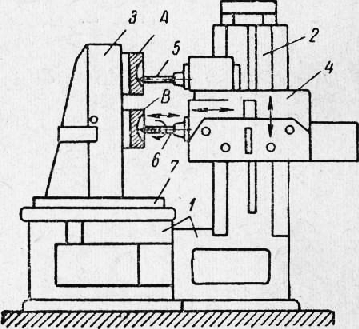
Мал. 4. Схема копіювально-фрезерного верстата
Мал. 5. Лещата з пневматичним затискачем
В умовах індивідуального виробництва закріплення дрібних заготовок на верстатах проводиться за допомогою гвинтових машинних лещат, великих - за допомогою прихватів. Недоліком гвинтових машинних лещат є ручний зажим деталі. При серійному і масовому виробництві для закріплення заготовок застосовують одномісні або багатомісні спеціальні пристосування, а також лещата з пневматичним затискачем. Ці лещата забезпечені поршневим циліндром (або пневматичної камерою); шток поршня з'єднаний з тягне валом, за допомогою якого рухлива губка лещат приводиться в рух. Регулювання розчину лещат на зовнішній розмір (по заготівлі) проводиться при обертанні вала рукояткою, яка одягається поверх квадратний кінець.
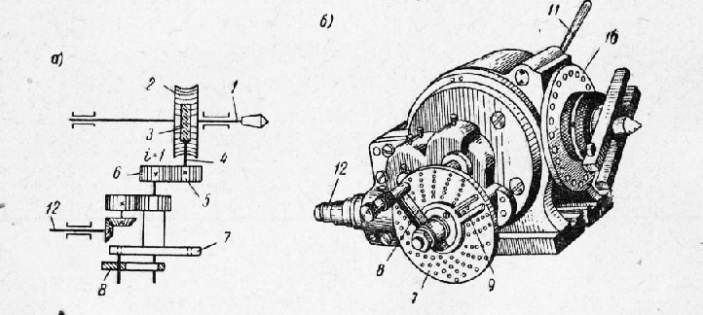
Мал. 6. Універсальна ділима головка
Для кріплення лещат, прихопивши і пристосувань на столах верстатів є Т-подібні вирізи, куди встановлюються головки болтів.
Ділильні головки служать для попереднього закріплення і подальшого повороту заготовок на необхідний кут при фрезеруванні на них канавок або площин, розташованих під тим або іншим кутом. Прикладами робіт, що вимагають застосування ділильних головок, можуть служити фрезерування зубчастих коліс, канавок і ріжучих інструментів (фрез, зенкерів, розгорток, свердел), площин багатогранників і ін.
Розрізняють ділильні головки для безпосереднього розподілу, простого поділу, комбінованого поділу, універсальні і оптичні ділильні головки. Універсальна делительная головка може бути використана для безпосереднього, простого, комбінованого і диференціального ділення.
Фрезерні верстати універсальні. На них можна виконувати різноманітні роботи: стругати, пиляти, виробляти шипи й вушка, відбирати всілякі профілі. Найчастіше на фрезерному верстаті виробляють плоске і профільне стругання кромок деталей і оправлення (обгін) по периметру щитів, рамок, коробок.
Основні частини фрезерного верстата: станина, робочий стіл, супорт, вал-шпиндель, вставною шпиндель, ріжучий інструмент.
Супорт розташований під робочим столом і являє собою плиту або раму, яка по напрямних станини може пересуватися вгору і вниз. Супорт несе на собі найважливішу частину верстата - вал-шпиндель. Через отвір в столі вал-шпиндель виходить верхнім кінцем на робочу поверхню столу. При пасової передачі його середня частина служить робочим шківом. Вал-шпиндель за допомогою супорта можна піднімати, опускати і в необхідному положенні закріплювати стопорним гвинтом. Вал-шпиндель приводиться в обертання безпосередньо від вала електродвигуна або через ремінний привід.
У верхній кінець вала-шпинделя вставляється робочий (вставною) шпиндель, на який насаджується ріжучий інструмент. Верхня частина вставного шпинделя входить в шарикопідшипник, укріплений на кронштейні. Завдяки цьому шпиндель і ріжучий інструмент не відчувають вібрацій при високому їх розташуванні або при великих робочих навантаженнях.
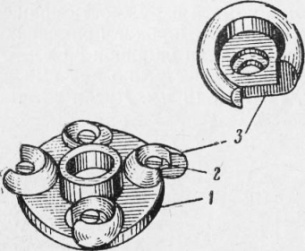
Мал. 1. Чашкові фрези
1 - диск; 2 - болти; 3 – фрези
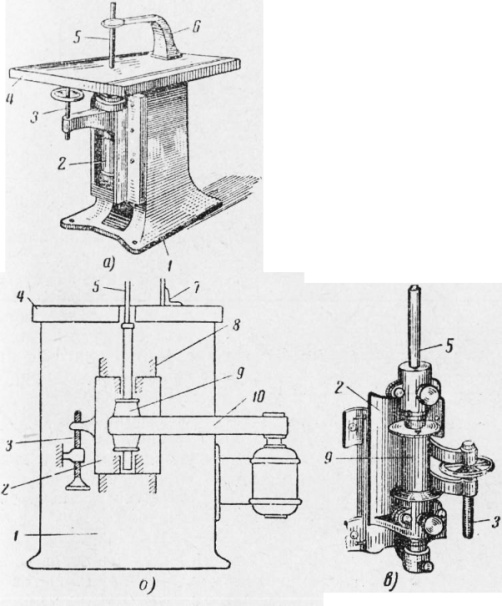
Мал. 2. Фрезерний верстат:
а - загальний вигляд: б - схема пристрою: в - супорт з валом-шпинделем; 1 - станина; 2 - супорт; 3 - гвинт для переміщення супорта; 4 - робочий стіл; 5 - вставною шпиндель; 5 - кронштейн: 7 - напрямна лінійка; 8 - направляючі для супорта: 9 - вал шпинделя; д – привід
При фрезеруванні прямолінійних деталей на робочому столі встановлюють направляючу лінійку. Вона складається з двох частин, з'єднаних литий скобою, що обгинає ріжучий інструмент (рис. 3). Частини лінійки можна розсовувати в залежності від розмірів ріжучого інструменту і встановлювати в різних положеннях.
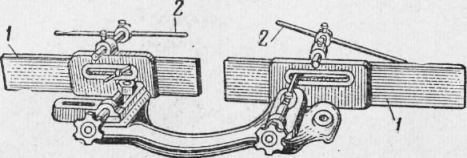
Мал. 3. Напрямна лінійка до фрезерному верстаті
1 - частини лінійки; 2 – притиски
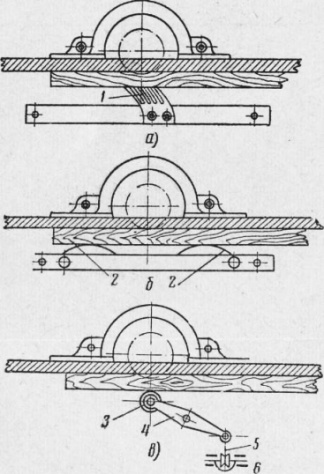
Мал. 4. Притискні пристосування на фрезерному верстаті (вид сзерху):
а - з дерев'яною гребінкою з деревини клена, бука, граба; 6 - з пружинами; в - роликовий притиск: 1 - гребінка; 2 - пружини; 3 - притискної ролик; 4 - важіль; 5 - тяга; 6 - блок для вантажу
На лінійці часто зміцнюють верхні притиски для оброблюваних деталей. Сама лінійка кріпиться гвинтами, що проходять через прорізи в робочому столі.
На робочому столі для установки і кріплення упорів є два паралельних паза трапецієподібного поперечного перерізу.
При наскрізному (на всю довжину) фрезеруванні деталей застосовуються притиски. Верхні притиски зазвичай кріплять до напрямної лінійки, бічні встановлюють на робочому столі. Деякі види бічних притисків показані на рис. 4.
Верхній і бічний притиски до фрезерному верстаті можна влаштувати так, щоб вони одночасно виконували роль огорож. Такі притиски показані на рис. 5 і 6.
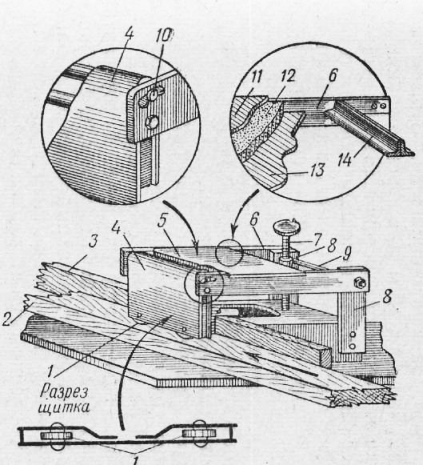
Мал. 5. Верхній притиск до фрезерному верстаті з бетонної заливкою:
1 - ролики: 2 - оброблювана деталь: 3 - напрямна лінійка верстата: 4 - передній щиток огородження: 5 - коробка: 6 - пліч коробки: 7 - підйомний гвинт; 8 - стійки; 9 - стягнутий болт: 10 - закріплює гайка; 11 - верхній сталевий лист коробки; 12 - бетонна заливка: 13 - нижній сталевий лист коробки; 14 – поперечина
Мал. 6. Бічний притиск до фрезерному верстаті:
1 - Пружини; 2 - дерев'яні прокладки: 3 - стяжні болти: 4 - кріпильна планка; 5 - кріпильний болт
Кращими потрібно визнати роликові притиски, так як вони полегшують подачу оброблюваного матеріалу. Гребінки і пружини, навпаки, кілька ускладнюють подачу внаслідок тертя.
До цих пір більшість фрезерних верстатів має ручну подачу. Верстати новітньої конструкції обладнані механізмами автоматичної подачі.
Пристосування для фрезерних верстатів для механічної подачі матеріалу. Станкобудівна промисловість для фрезерних верстатів старих конструкцій випускає пристосування для механічної подачі матеріалу. Досить широко застосовуються такі пристосування.
Зірочка надаватися на робочий шпиндель замість наполегливої кільця або саме кільце виробляється у вигляді зірочки. Під час роботи верстата зірочка або зірчасту кільце від спеціального механізму обертається з невеликим числом оборотів в бік, протилежний обертанню шпинделя. Орі цьому вона зчеплена з шаблоном, застосовуваним для фрезерування. У робочій кромці шаблону, покритої листової сталлю, влаштовуються гнізда, розмірами і розташуванням відповідні зубах зірочки і їх кроці. Зубами зірочки шаблон, притиснутий до наполегливої кільцю, автоматично пересувається назустріч різцям обертається фрези.
Швидкість подачі зірочкою може бути від 5 до 15 м /хв, в залежності від породи деревини, глибини і ширини фрезерування, а також від числа оборотів зірочки.
Двовальцові пристосування працює так само, як подають вальці інших верстатів. Зазвичай застосовують дві пари вальців, розташовуючи їх по обидва боки фрези.
Одновальцовий пристосування з горизонтальним розташуванням вальця над робочим столом, крім подачі прямолінійних деталей на фрезу, притискає деталі до робочого столу на додаток до верхніх притискним пристроїв.
Вальцьові пристосування служать для подачі прямолінійних деталей; працюють вони від індивідуальних електродвигунів потужністю 05 кет. Швидкість подачі до 25 м /хв. Поверхня вальців покрита гумою.
Гусенично-конвеєрне пристосування з пружними упорами встановлюють над деталями або збоку. Поряд з подачею це пристосування виробляє притиск деталей до столу або до напрямної лінійки. Працює воно від індивідуального електродвигуна.
Верстати з механічною подачею.
Стіл обладнаний пневматичними притисками.
На верстаті можна обробляти одну або кілька деталей різної форми. Шаблони з деталями закріплюють на столі верстата по його окружності. Шпиндель під дією підвішеного через блок вантажу або сили пружини притискається затятим кільцем до робочої кромці шаблону. Як тільки завзяте кільце приходить в зіткнення з шаблоном, автоматично включається електродвигун обертання столу і починається обробка деталі; з відведенням кільця електродвигун автоматично вимикається.
Швидкість обертання столу в процесі обробки деталі можна зменшувати. До цього вдаються при фрезеруванні кутів з метою попередження сколів.
Шпиндель робить 6000 об /хв, потужність його електродвигуна 42 кет; потужність електродвигуна обертання столу 12 кет. Діаметр столу 1000 мм.
Верстат ФКА має високу продуктивність. Робота фрезерувальника зводиться тільки до збирання оброблених деталей і закладці в шаблони нових. Це виконується на ходу верстата.
Двошпиндельні карусельно-фрезерний верстат Ф2КА (рис. 7) відрізняється від одношпиндельних більшою потужністю і більш високою продуктивністю. У нього один шпиндель робить попередню, більш грубу обробку, другий - остаточну, чисту. Обидва шпинделя насуваються на оброблювані деталі супортами, які виступають з пневматичних циліндрів.
Станина верстата складається з двох з'єднаних між собою частин, що спираються на загальну фундаментну плиту. На одній частині станини змонтований стіл, на другий - робоча частина верстата і електродвигун столу. Тут же розташовується балон зі стисненим повітрям, якщо повітря не подається до верстата від загальнозаводського повітрепровода.
Діаметр столу 2000 мм, окружна швидкість обертання столу до 20 м /хв. Число оборотів кожного шпинделя 6000 в хвилину. Потужність електродвигуна кожного робочого шпинделя 8 КВГ, електродвигуна столу 25 кет.
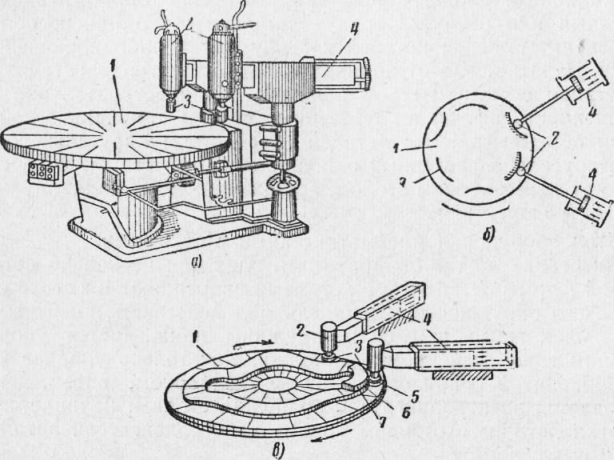
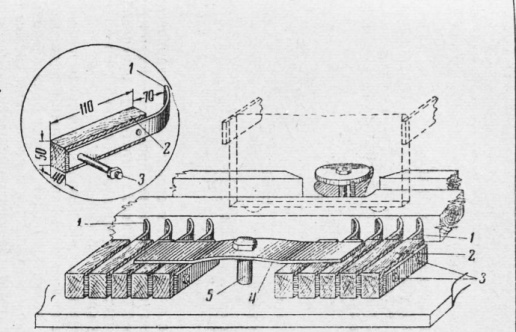
Мал. 7. Двошпиндельні карусельно-фрезерний верстат:
а - загальний вигляд; б - схема роботи верстата (план); в - обробка деталі; 1 - стіл верстата; 2 - електрифіковані шпинделі; 3 - фрези; 4 - пневмоциліндр; 5 - завзяте кільце; 6 - шаблон; 7 - оброблювана деталь